









主要內容:某乙烯裝置丙烯制冷壓縮機組汽輪機由于末級靜葉片焊縫出現較明顯的沖蝕溝槽,嚴重削弱了焊縫強度,使得設備運行存在較大的安全隱患。液滴沖蝕是造成設備產生缺陷的主要原因,通過激光熔覆多層焊接使焊縫高度達到了5 mm,恢復了焊縫強度,修復前后隔板組件21個測量點的幾何尺寸幾乎沒有變化,保證了設備的順利回裝,圓滿完成機組檢修。
關鍵詞:沖蝕 激光熔覆 隔板 靜葉片
1.概述
某公司24 萬t/a 乙烯裝置丙烯制冷壓縮機GB-501/T 是日本三菱公司生產的離心式壓縮機組,汽輪機為抽氣凝汽式,正常轉速4 738 rpm,供氣壓力3.9 MPa,溫度400℃;抽氣壓力為0.34 MPa,溫度173℃;排氣壓力為0.011 MPa(A),溫度47.7℃;復水器控制壓力為-70 kPa,溫度35℃。機組自2003年投用以來從未解體檢查汽輪機動、靜轉子內部情況。2019年大檢修對汽輪機進行解體檢查,發現末級靜葉片焊縫處存在嚴重的沖蝕溝槽。
2.汽輪機解體檢查
2019 年裝置大檢修期間對汽輪機進行解體檢查,轉子除第十一級一條圍帶有輕微碰撞變形外無明顯缺陷。將轉子清理干凈,其表面非常光滑,做表面無損檢測,未發現缺陷。將輕微變形圍帶矯形修復后做動平衡,結論符合要求。
對上下缸體及隔板組件檢查,發現在第十一級(末級)靜葉柵背弧出汽側靜葉片和固定靜葉片的外環焊縫處有宏觀溝槽。溝槽寬約0.5 mm,深度約2 mm,沿焊縫方向和靜葉片彎曲一致,貫穿整條焊縫長度(見圖1)。該級靜葉片本身只有少量污垢,除去污垢葉片表面圓潤光滑無缺陷。打磨焊縫消除溝槽后做表面無損檢測,溝槽底部未見延伸裂紋。

圖1 第十一級靜葉片焊縫沖刷溝槽
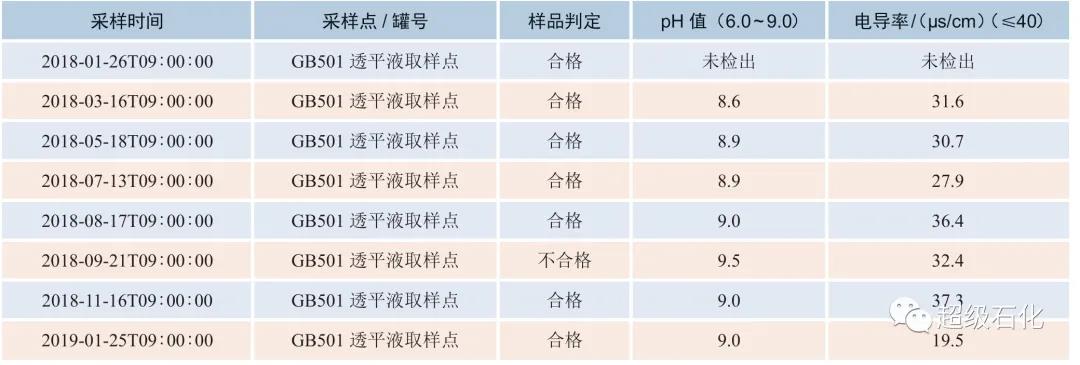
機組凝液日常取樣分析pH值都在8以上,即使有不合格樣品pH 值也是偏離上限(見表1),電化學腐蝕的概率極低。機組入口蒸汽壓力和溫度受外界管網影響有時會偏離汽輪機設計要求。
缺陷呈現宏觀溝槽外觀且與流向有明顯關系特征,結合汽輪機日常運行情況,并考慮汽輪機末級所處工作環境蒸汽濕度較大,判斷為液滴沖蝕所致。
3.沖蝕原因分析
1)沖蝕機理
表1 GB501T 凝液分析數據
在汽輪機末級蒸汽濕度大,汽流中夾帶的液滴隨蒸汽沖擊葉柵。液滴高速撞擊葉柵表面會產生幾倍于水錘的撞擊壓力。同時沖擊波引起高能量微射流,在高能微射流的作用下,加速破壞沖擊區域的深點坑。在液滴的連續撞擊下,表面材料迅速剝落,直到表面出現許多較深的凹坑、裂紋。由于裂紋內部的金屬材料沒有保護層,蒸汽夾帶液滴繼續吹掃,最終出現宏觀溝槽。
2)末級靜葉柵焊縫沖蝕嚴重的原因
液滴沖刷速度影響沖蝕磨損量,液滴沖蝕磨損量與沖蝕速度的關系可用式(1)表示:

式中:M為液滴沖刷磨損量,VC臨界速度,n臨界指數,數值一般在2~5之間,V液滴的沖蝕速度。
臨界沖刷速度和液滴直徑的關系可用式(2)表示:

4)測量數據
綜合(1)和(2)可以發現:液滴直徑增大,臨界沖蝕速度減小,液滴直徑越大,在同等條件下材料越容易出現沖蝕。液滴沖刷磨損量與液滴沖蝕速度和臨界速度差的n 次方成正比;液滴沖刷速度越大,磨損量越大;液滴直徑越大,沖蝕速度和臨界速度的差值也就越大,沖蝕磨損量也會增加。
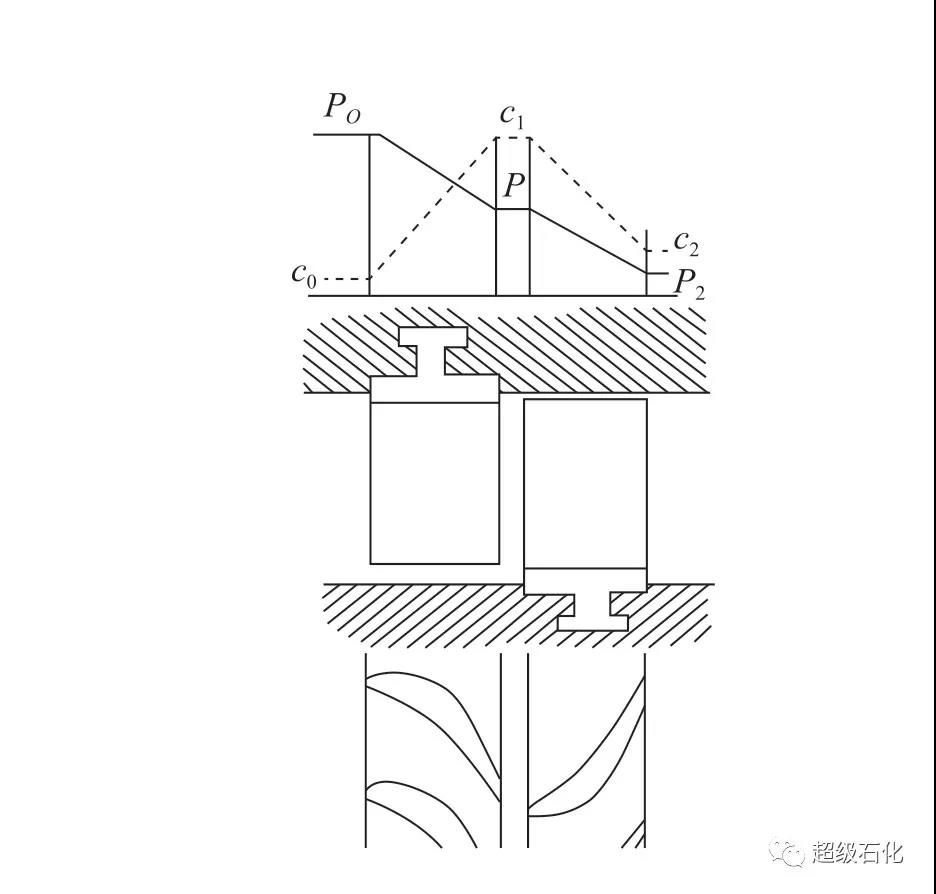
在汽輪機運行過程中末級葉柵所處環境壓力低,溫度低濕含量最大,形成液滴的直徑也最大。蒸汽在級中流動,壓力和速度變化如圖2 所示,在靜葉片中速度逐步上升,壓力逐漸下降,在靜葉片出口速度到達最大值,蒸汽進入動葉片后速度和壓力都逐步下降,所以蒸汽速度最大出現在靜葉片中;同時因動葉片旋轉方向和汽流同向,動葉片和汽流的相對速度比靜葉片小的多,所以靜葉片所承受的沖蝕速度比動葉片大。同時汽流在焊縫處方向改變最劇烈。由此可知汽輪機末級靜葉片焊縫處沖蝕磨損量最大,最終在焊縫處出現宏觀溝槽。
圖2 蒸汽在級中流動
4.修復措施
為了阻斷溝槽生長擴展,初步制定了將焊縫溝槽打磨消除至與基體平滑過渡的方案。三菱工程師建議如果溝槽打磨消除后焊縫高度大于5 mm 可不做處理,如果打磨后高度小于5 mm 則焊縫強度不足,無法保證汽輪機下一個檢修周期的安全運行。焊縫溝槽打磨消除以后,經過測量高度不足5 mm,需要進行修復。由于葉片較薄,厚度約5 mm,傳統電弧堆焊熱量輸入大,極易造成葉片出現焊接熱變形。如葉片變形勢必造成與之連接的隔板本體和隔板樺緣相對關系發生變化,進而影響安裝和級間蒸汽泄漏量。故修復方案主要考慮的是如何保證隔板組件幾何尺寸不產生變化,所以需選擇一種輸入熱量小、無熱變形的修復方案。
4.1 激光熔覆技術基本原理
激光熔覆以不同的填料方式在被熔覆基體表面上預置涂層材料,經激光輻照使之和基體表面一薄層同時融化,并快速凝固后形成稀釋率極低并與基體成冶金結合的表面熔覆層。從而顯著改善基體表面的耐磨、耐蝕、耐熱、抗氧化及電氣特性。
4.2 保證幾何尺寸措施
如何保證隔板組件修復后的幾何尺寸不變是修復工作的關鍵。為了保證組件幾何尺寸不變做了以下幾方面的工作:
1)置于工作平臺
由于上下隔板組件成對安裝,為了保證兩者的匹配性修復前將其按照裝配關系放置在工作平臺上。
2)制作臨時工裝
因為隔板組件外徑較大無成型夾持工具可用,故需現場制作臨時工裝。臨時工裝要保證工件在修復過程中不能有位置移動。首先在兩個相互垂直的直徑方向制作四個支撐點將組件在徑向上固定。其次為防止組件的軸向變形,在修復平臺上沿隔板組件圓周方向均布8 個固定點,作用力和軸向平行將隔板組件壓在修復平臺上,見圖3。通過對軸向和徑向兩個方向的限制,保證隔板組件不能自由形變。
3)選擇測量點
根據組件特點、熔覆位置和測量可行性,從三個方面選擇測量點:

圖3 固定隔板組件
a)隔板分上下兩部分,工裝將組件固定后,中分結合處間隙能表征兩隔板的相對位置,故在中分結合間隙處設置8個測量點測量間隙,隔板本體4個,隔板樺緣4個。
b)因隔板本體遠離修復點,沒有局部熱量輸入,只可能被整體拉動,且中分面處數據最易發生變化,故取中分面附近2 處和其他3 處作為隔板直徑測量點。
c)隔板樺緣外徑較大且被多點固定,結合測量可行性選擇測量樺緣板上平面和修復平臺的高度作為測量點。每個測量點都標記固定,如圖4所示。
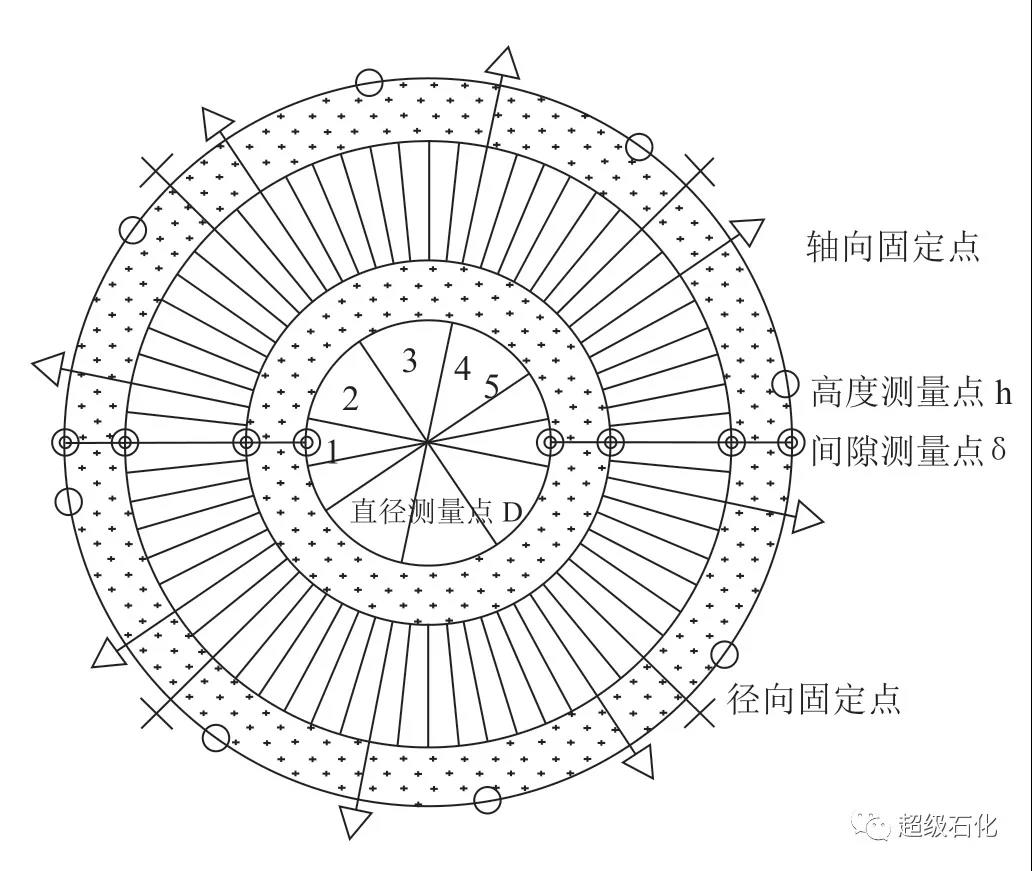
圖4 固定點和測量點
2)熔點匹配
在對隔板組件進行激光熔覆前定點測量隔板組件的初始數據,如表2所示。
4.3 熔覆材料的選用
激光熔覆材料一般要根據使用性能要求和與熔覆基體的匹配情況來選配。目前激光熔覆材料的設計和選用主要考慮以下幾個方面。
1)線膨脹系數相近
激光熔覆層中產生裂紋的重要原因之一就是熔覆材料與基體金屬二者的線膨脹系數存在差異。激光熔覆的工藝特點是基材和熔覆層加熱和冷卻速度極快,過程也不同步,若兩者線膨脹系數差異太大,則激光熔覆過程中熔覆層易產生裂紋、開裂甚至剝落。結合相關研究,激光熔覆層材料與基材線膨脹系數之差應滿足下式:
表2 隔板組件初始/復核尺寸對比 mm


式中:σ1、σ2分別為熔覆層與基材的抗拉強度;Δα 為兩者的線膨脹系數之差;ΔT 為熔覆層溫度與室溫的差值;E為熔覆層的彈性模量;γ為泊松比。
式中:C常數,VC臨界速度,d液滴直徑。
熔覆材料與基材金屬的熔點不能相差太大,否則難以形成與基材良好冶金結合且稀釋度小的熔覆層,熔覆質量大大降低。
3)熔覆材料對基材的潤濕性
潤濕性與表面張力密切相關,表面張力越小液態流動性越好,越容易使熔覆層液相均勻鋪展在金屬基體表面,具有良好潤濕性的材料在激光熔覆過程中可以獲得表面成形良好的熔覆層。
4)激光熔覆材料的選用主要按照使用性能和工藝性能選用的原則
通過光譜檢測確定隔板組件的葉片材質接近1Cr13,支撐環接近35CrMo。由于該設備缺陷的產生是由于液滴沖蝕所致,根據使用性應選擇一種耐磨、耐蝕材料。鎳基合金粉末具有良好的潤濕性、耐蝕性、高溫自潤滑作用,主要適用于局部要求耐磨、耐熱蝕及抗熱蝕的構件。根據《常見激光熔覆耐磨材料的性能和用途表》結合鎳基合金粉末膨脹系數與大多數合金鋼接近的特點,所以選擇鎳基合金粉末。修復單位根據用方提供的使用性能要求和基體材質推薦使用Ni24自配鎳基合金粉末。
5.修復
將隔板組件加熱到80℃,選用全固體光纖激光機進行熔覆。為了保證熔覆質量,修復前隨機選取一條缺陷焊縫,單層熔覆,做無損檢測。確認無損檢測合格后再進行全面熔覆。根據激光熔覆修復工藝,選擇光斑直徑3 mm、激光功率2.4 kW、掃描速度10 mm/s的工藝參數。多層熔覆,每層熔覆厚度約0.5 mm,三層熔覆后焊縫高度恢復到5 mm以上。熔焊后將隔板組件溫度控制在300℃,保溫4小時。最后對激光熔覆部位作無損檢測,未發現缺陷。
6.尺寸復合
修復后測量焊縫高度均大于5 mm,滿足設備的強度要求,去除固定工裝復核修復后各點數據如表2 所示,與修復前對比基本無變化,修復后未影響隔板組件的回裝及使用。
7.結論
應用激光熔覆技術對焊縫沖蝕溝槽進行修復,恢復了焊縫強度。由于激光熔覆熱量輸入小,可以完全避免常規焊接修復后無法控制焊接熱變形的缺點,為今后此類控制幾何尺寸的設備修復提供了很好的借鑒。
本文作者:張志國,雷霞,中國石油蘭州石化分公司。


